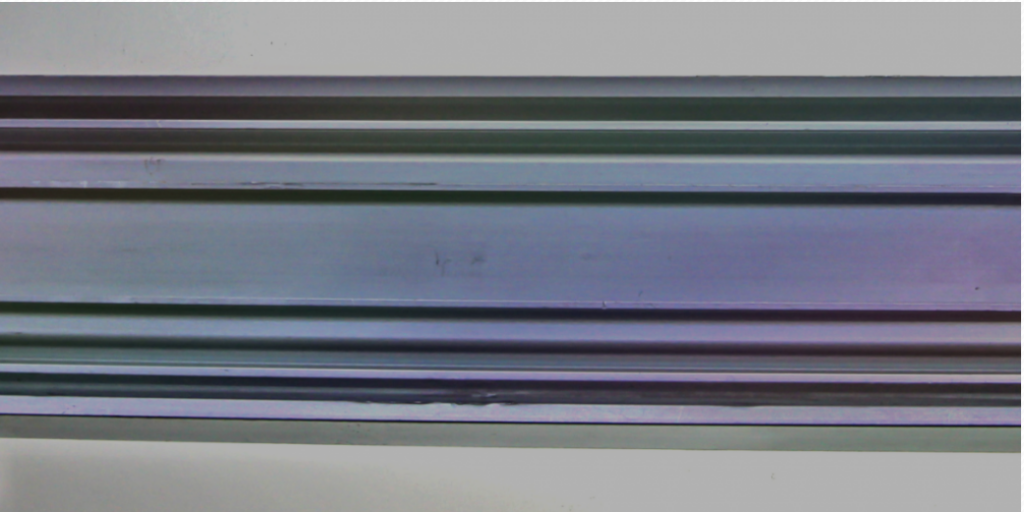
A volte, a seguito dell’anodizzazione, i prodotti appaiono inaspettatamente più o meno iridescenti, presentando delle tonalità verdognole, rossastre e violacee. Questo fenomeno genera talvolta stupore, ma non si tratta di una tecnica di colorazione pioneristica, bensì di problematiche riscontrate durante il processo di ossidazione anodica.
Qual è la causa?
Durante il processo di ossidazione anodica, il corretto contatto tra il telaio e il supporto, rappresenta indubbiamente un prerequisito essenziale per far sì che lo strato di ossido si formi correttamente e in modo uniforme. Tuttavia, se questo contatto è dimensionato o disposto scorrettamente, possono verificarsi delle bruciature sul pezzo vicino al punto di contatto o una formazione irregolare dello strato di ossido.
Cosa accade se, durante il processo di anodizzazione, i punti di contatto con il supporto del prodotto non risultano stabili?
In tal caso, può verificarsi una colorazione iridescente più o meno intensa del manufatto. Specialmente, se si è già sviluppato un certo spessore dello strato di ossido e i punti di contatto cambiano posizione, il trasferimento di corrente dal contatto con il materiale viene improvvisamente interrotto, questo perché tale trasferimento avviene oramai sullo strato di ossido isolante, anziché sul materiale conduttore in alluminio.
In queste circostanze, lo spessore dello strato di ossido non incrementa ulteriormente, sottolineando quindi l’importanza del corretto contatto e della fissazione dei prodotti sul sistema di supporto per garantire un risultato di alta qualità.
La causa del difetto, solitamente, è identificabile in modo rapido misurando lo spessore dello strato di ossido dopo l’anodizzazione. Generalmente, se un prodotto anodizzato correttamente presenta uno spessore nominale dello strato di 20 µm, il componente scivolato avrà uno spessore dello strato di soli 5 µm.
Come si può evitare l’errore?
È di cruciale importanza che i prodotti siano agganciati in modo sicuro, specialmente se sono coinvolti componenti ingombranti, al fine di prevenire spostamenti indesiderati durante il processo di anodizzazione. Nella lavorazione di materiali in lamiera, è anche importante assicurarsi che l’apporto d’aria nel bagno di anodizzazione non sia eccessivo e che il materiale sia posizionato agevolmente.
Altrimenti, a seconda del posizionamento, la pressione eccessiva delle bolle d’aria può causare delle deformazioni continue sulle superfici dei materiali in lamiera, allentando così i dispositivi di bloccaggio e facendo slittare i contatti sulle lastre. Questo sottolinea la necessità di misure precise per garantire la qualità del processo di anodizzazione, evitando quindi i risultati indesiderati.